Automatický mikroprocesorem řízený cyklus AD11. Umožňuje automatický a rychlý nájezd k povrchu obrobku2. Minimální řízený přírůstek 0,001 mm 3. Rozlišení pro odběr materiálu do 99999 µm 4. Rozlišení pro odběr materiálu při jemném broušení do 99999 µm 5. Nastavení až 999 volitelných přejezdů na vyjiskření 6. Poskytuje pohodlnou výměnu obrobku. Lze naprogramovat volitelné vyjetí po dokončení pracovních operací, až do 300 mm mimo obrobek. Automatický řízený cyklus ADCSkladá se z:Automatického cyklu AD1 Automatického orovnání a kompenzace ve 2 osách 1. Umožňuje automatický a rychlý nájezd k povrchu obrobku 2. Minimální řízený přírůstek 0,001 mm 3. Rozlišení pro odběr materiálu do 99999 µm 4. Rozlišení pro odběr materiálu při jemném broušení do 99999 µm 5. Poskytuje pohodlnou výměnu obrobku. Lze naprogramovat volitelné vyjetí po dokončení pracovních operací, až 300 mm mimo obrobek. 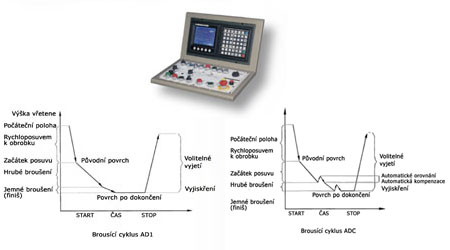
Automatický mikroprocesorem řízený cyklus AD3Tato jednotka zobrazena na obr. 1 zahrnující vestavěný rychloposuv je hydraulicky řízena. umožňuje funkce znázorněné funkce na obr. 2CNC servo řízení1. Umožňuje automatický a rychlý nájezd k povrchu obrobku2. Minimální řízený přírůstek 0,001 mm 3. Rozlišení pro odběr materiálu do 99999 µm 4. Rozlišení pro odběr materiálu při jemném broušenído 99999 µm 5. Nastavení až 999 volitelných přejezdů na vyjiskření 6.Po dokončení procesu broušení jsou zde volitelné ukončovací cykly: a) zastavení vřetene b) vypnutí hydraulického motoru c) vypnutí stroje 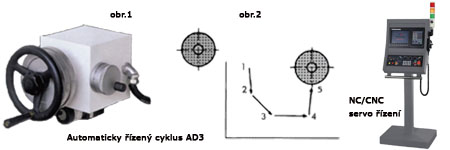
|